The angular orientation of the VGT vanes in the Garrett GT3788VA variable geometry turbocharger are dependent on the rotational position of the unison ring, which is hydraulically controlled. When a turbocharger is removed for cleaning or an overhaul, the VGT system must be reassembled correctly or the vanes may not function properly. In this article, part of our comprehensive 6.6L Duramax VGT rebuild guide, we outline how to properly index the VGT piston to the unison ring gear actuator assembly. Engine oil pressure controlled by the VGT solenoid forces the piston to travel longitudinally in its bore. The gear rack on the piston shaft is mated to a pinion gear connected to the unison ring armature such that any translational movement of the piston is converted into rotational movement of the unison ring and a change in angular position of each vane. Note that the procedures outlined herein assume that the turbocharger has been completely disassembled and thoroughly cleaned.
Click any thumbnail to view fullsize, detailed image

• The piston has two seals; install the o-ring on the tip of the shaft first, then the second o-ring up higher on the shaft. When installing the second o-ring, gently work it over each gear tooth so that it does not tear. Both o-rings need to be liberally coated in clean engine oil before and after installation.
The correct replacement o-ring is a square profile, Fluoroelastomer (Viton), size -012. The McMaster-Carr part number is 1170N23 (sold in a pack of 10). Do not use a silicon or Buna o-ring; it must be a high temperature, oil resistant o-ring.

• Slide the unison ring armature through its bushing, then reattach the pinion gear using the roll pin. If the roll pin does not fit tightly, it will need to be replaced. The correct diameter is 3 mm, and it must be a coiled roll/spring pin (a coiled roll pin has a much higher shear strength).
The pinion gear can theoretically be installed 180 degrees off, however you can intuitively identify the correct position by monitoring the position of the armature relative to the gear.

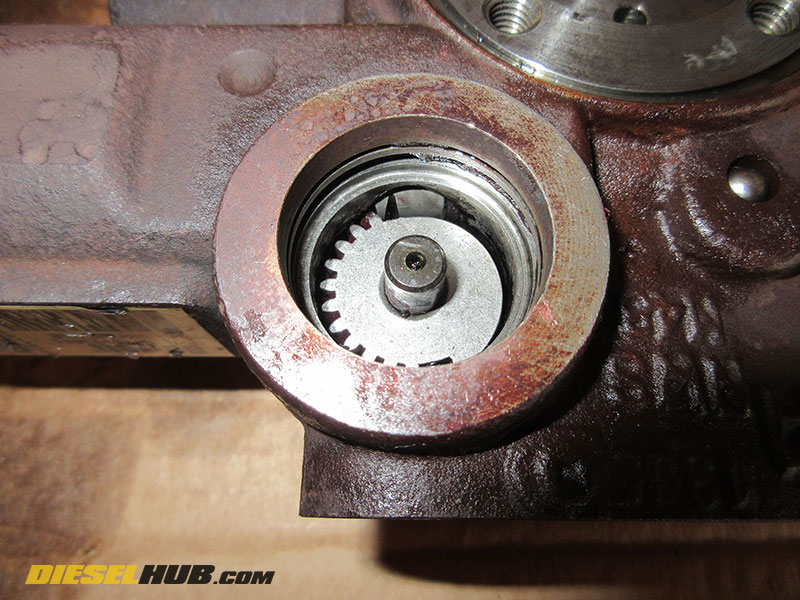
• Thoroughly coat the piston bore and piston assembly in clean engine oil, then slide it into the bore. The small indentation on the face of the piston should be facing towards the oil feed inlet (as pictured), indicating that the gear rack is properly aligned with the pinion gear. If the o-ring is difficult to insert into the bore, insert a small pick into this indentation and rotate the piston while pushing inwards; moderate force may be required. Do not fully insert the piston at this stage (see next step).
• Align the gear rack and pinion teeth by manipulating the piston and armature so that the first tooth on each gear meshes together, then push the piston into the bore while rotating the unison ring armature until the piston is fully inserted; you may need to help squeeze the o-rings into the bore when they reach the edge.

• With the piston fully inserted, the armature should roughly be in the pictured position.

• Rotate the unison ring armature clockwise to verify full range of movement. Note that if you rotate the armature too far, the gears will lose mesh and need to be reconfigured. Watch the gear teeth position while rotating the armature to avoid over extending the piston and losing gear contact.
• Rotate the armature left to right to help seat the o-rings. The system may feel tight but will break in with use. Again, do not over extend the piston and lose gear mesh.

• Install the unison ring and manually operate to ensure the unison ring reaches its full range of movement in both directions.
• If the unison ring moves to and from both extreme positions (fully open and fully closed) without the rack and pinion losing gear mesh, the system is properly indexed and the remainder of the turbocharger can be reassembled.
• If the unison ring does not move to and from both extreme positions without the gear teeth losing contact, then the two gears were not indexed properly and you will need to re-mesh the gears as previously outlined. It is likely that you skipped a gear tooth or skipped too many gear teeth when mating the rack and pinion gears.
As long as the unison ring reaches its maximum positions in both the clockwise and counter-clockwise directions without losing gear mesh between the piston rack and the pinion gear, the system is properly indexed. If the piston feels tight, apply additional motor oil and work the unison ring back and forth. Since new o-rings have been installed, piston movement may seem tight.
